
第一章 緒論
隨著鐵路建設的強力推動,鐵路信號繼電器需求呈逐年增加趨勢。通過對高速沖剪工藝應用性研究,結合信號繼電器的產品特點及技術要求,實現其在鐵路信號繼電器生產制造中的使用,提高信號繼電器零件的生產效率及加工質量,降低制造成本,同時提高沖工作業生產過程中的安全性。
1.1重錘片概述
重錘片是無極繼電器磁系統中的一個零件,也是影響繼電器機械特性的關鍵件。無極繼電器的磁系統見圖1 由鐵心、L形軛鐵、角形銜鐵、前后線圈組成。銜鐵是用個蝶形鋼絲卡壓在軛鐵刀口上,結構簡單、動作靈活,重錘片鉚接在銜鐵上,以保證繼電器斷電后在重力的作用下使銜鐵可靠斷開,安裝重錘片的數量由繼電器接點系統的結構而確定,應使銜鐵的重量基本能滿足后接點壓力的需要。其生產一直使用普通沖床,通過剪、沖等工序完成,隨著該類產品年需求量的不斷增長,該工藝已經不能滿足需求。為了提高生產效率、降低成本、提高產品質量的穩定性,根據零件的形狀、技術要求以及現有的設備,對該零件加工工藝進行改進優化。
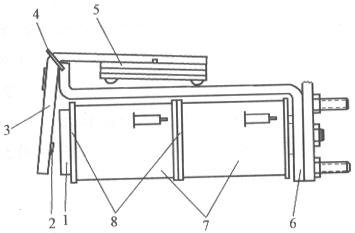
圖1 無極繼電器磁系統
1—鐵心;2—止片;3—銜鐵;4—鋼絲卡;5—重錘片;6—軛鐵;7—前后線圈;8—前后線圈架。
第二章 重錘片級進模設計
2.1工藝分析及排樣設計
安全型繼電器重錘片如圖2所示,材料為冷軋鋼板Q235-A,零件外觀及技術要求如下:①零件表面不允許有劃痕、拉傷、點狀墊傷、無毛刺;②鉚接安裝后零件的外觀應平整,一致性精度要求高;③要求零件生產成本低,模具便于拆卸、維修、刃磨方便,刃磨一次沖次需達到100萬次。④生產批量大,有A、B兩種規格,厚度分別為1mm和1.5mm,每臺繼電器疊鉚數量大致在3~8片,年產量36萬臺。⑤要求利用現有德國進口RVD40-720NS型高速自動壓力機(含校平、自動送料機構)設計,最大沖裁噸位為40噸,模具允許最大長度720mm ,模具閉合高度為340mm。
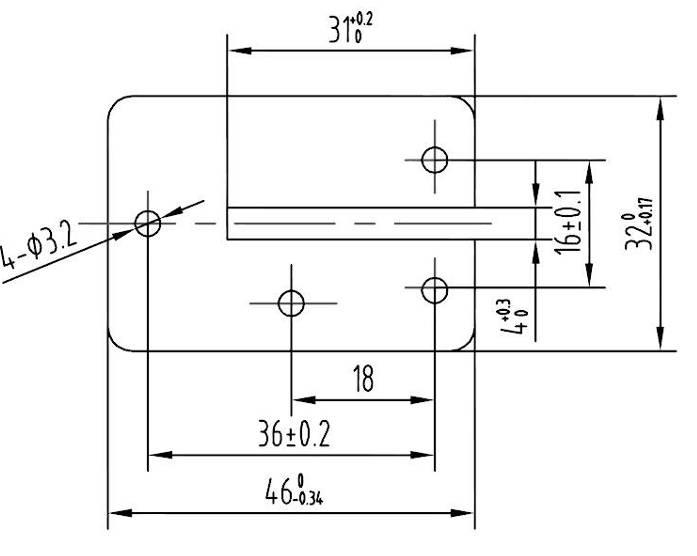
圖2 重錘片零件圖
零件沖壓的工藝特性:從沖零件的安裝孔開始到最后切斷零件成形,為減少工位中步距誤差,對有相對位置的安裝孔在同一工位沖裁;考慮滾剪帶料的鐮刀彎現象、材料利用率等,對零件尺寸精度以及組裝后銜鐵組件周邊整齊度的影響;為便于維修、更換、調模、設備的臺面尺寸,盡可能減小模具的長度。綜合以上各因素并按零件的工藝可行性設計出了合理的排樣,采用無搭邊,橫向排料方式,料寬46mm,步距36mm,材料的利用率提高了15﹪,年節約成本可達到15萬,排樣共設5工位,為了提高凹面鑲塊、卸料板和固定板的強度,在第4工位設置了空工位,有效工位4步。排樣圖如圖3所示,工位:①沖導正孔及重錘片疊鉚孔;②沖導正孔及重錘片疊鉚孔;③沖中間槽空步;④空工位;⑤切斷;
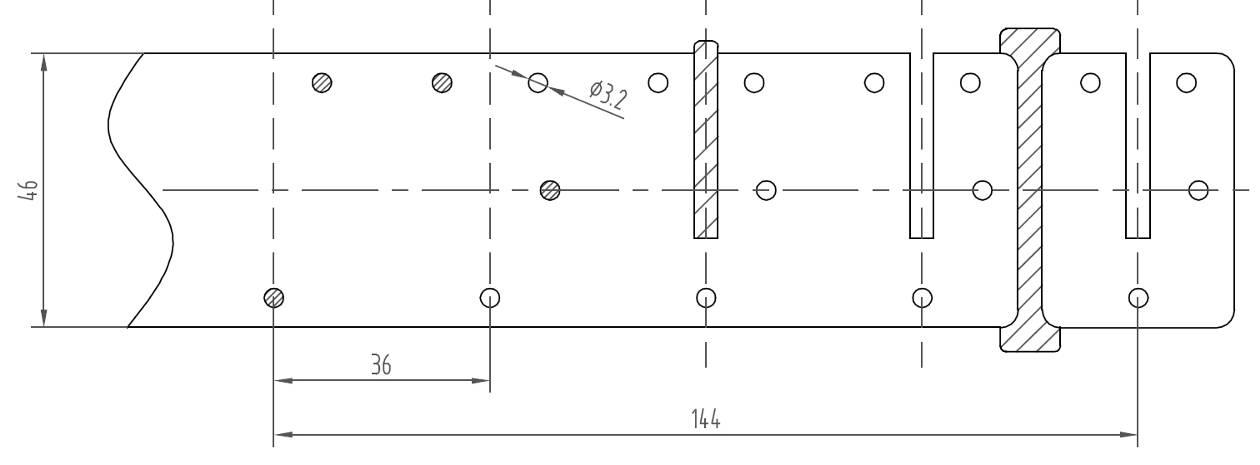
圖3 重錘片排料圖
2.1模具結構設計
對于高速自動送料沖壓級進模而言,模具的導向精度要求比較高,同時由于采用無搭邊排樣設計,給設計與制造模具帶來一定的難度。模具結構如圖4所示,此模具工作臺面300×300mm,閉合高度340mm,模具沖速在120~300次/min,具有良好的剛度和精度、穩定可靠的卸料和安全保護功能,各工藝零件和輔助零件都給定淬火硬度。
1)模具精度高。上下模座分別安裝4組導柱為50mm的滾珠導柱、導套、起精密導向作用,裝入級進模的每對導柱、導套按過盈配合的方式裝配,保證模座的導向精度達到0.02mm,加上高速沖配有自動送料機構,經調整后步距精度可達到0.005-0.01mm。在凹模固定板、卸料板上之間增設8個導正釘,保證凸凹模固定板、卸料板之間的導向精度,零件尺寸精度的一致性也得到了有效的保證。
2)安全保護功能。主模架上下運動位置分別設計有:4組限位柱、6組凹模限位柱、6組卸料版限位柱限程和安全監測保護裝置。在第2工位有檢測沖片零件位置是否正確到位的檢測銷,當條料誤送或是送料不到位時,檢測銷就會上移,促使傳力桿向左移動,安裝在模具機床上的安全監測裝置即向機床發出指令(停機并報警),從而對模具和機床起到保護作用,避免出現廢品、損壞模具和機床。
3)模具主要零件的材料。上下模座材料、卸料版材料為45鋼,調質處理硬度為240-280HB。各沖孔、沖槽、切斷凸凹模材料均為進口瑞典一勝百的ASP-23粉末高速鋼,淬火處理后硬度61-63HRC。導向板、導料板,檢測銷材料為CrWMn,硬度為60-62HRC。檢測銷材料為CrWMn,硬度為55-60HRC。
4)側壓裝置。在送料方向的一側裝側壓裝置,迫使條料始終如一緊靠另一側導料板送進,避免條料在導料板中偏擺,消除了條料的寬帶誤差而造成的工件尺寸精度降低。
5)凸凹模結構。為節約模具材料,降低加工成本,用ASP-23粉末高速鋼材料較多的凸模均采用兩層鑲拼結構,基體為模具鋼。凹模采用鑲拼結構,更換方便,鑲套外部與凹模固定板以適量過盈配合的方式壓入,內壁采用直通式結構,相對于沖壓的方向的斜度取8',從凹模上端刃口向下10mm長度由于斜度而引起的沖裁間隙的增大值在沖裁間隙的允許范圍內,這樣做的結構保證了高速鋼合金鑲套良好的加工工藝性和以后凹模損壞時維修的方便性,同時保證了沖壓時廢料能及時漏料,有效的防止廢料上帶。沖孔凸模安裝形式均采用從上模座上用頂桿、雙螺塞鎖緊及調整圈等構件組成,此結構便于調整凸模高度及拆卸更換。為減小凸模長度,并保證卸料板的強度,工作時上墊板、凸模固定板分別沉入卸料板基體中,這樣可以最大限度加大卸料板基體的厚度,滿足強度要求。
5)經濟效益分析。無搭邊高速沖工藝有以下特點:一是由于采用無搭邊沖裁,材料利用率提高14﹪,年節約材料費用達5萬多;二是提高了生產效率,按原工藝加工日生產量為10000件/人,新工藝日生產量可達到54000件/人,效率可以提高5倍以上 ;三是新模具的刀口材料采用了進口合金材料,提高了模具耐磨性,修模由原來每年100多次減少到2次左右,降低了模具維修費用,每年可以節約維修費用7萬多。四是重錘片在高速沖上加工生產后,工作環境和安全性得到明顯改善,設備利用率也得到了提高。綜合以上各因素并按年生產該類繼電器36萬臺計算,年節約成本達到15萬,經濟效益還是相當可觀。
第三章 結論
根據上述分析,綜合考慮工藝、設備、安全、生產管理等因素,確定重錘片級進模具的結構方案,如圖4 。
無搭邊高速沖裁工藝已投入批量生產,沖件質量穩定,模具壽命高,生產沖次達200次/min以上,刃模一次連續沖裁達到100萬次以上,并實現了零件無搭邊高速沖裁,生產效率提高了5倍以上,節約了原材料,降低了模具成本。通過批量生產總結經驗,改進和完善該工藝,批量生產后,陸續推廣到其他零件的生產上,并將該工藝作為提高繼電器生產效率、材料利用率、降低成本的切入點繼續對類似零件進行工藝改進。
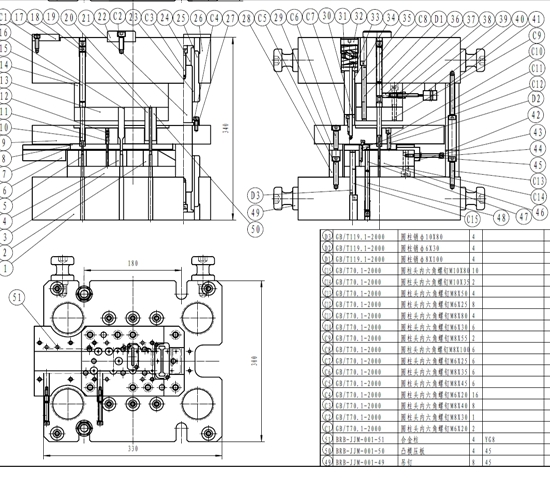
圖4 重錘片模具結構圖
參考文獻
[1]胡耀華.信號繼電器及檢修(上冊).北京:中國鐵道出版社.
[2]于駿一 鄒青.機械制造技術基礎.北京:機械工業出版社.
[3]彭健聲.冷沖壓技術問答(下冊).北京:機械工業出版社.